
Blending and Mixing Equipment
Blending and mixing operations are used to distribute active pharmaceutical ingredients and excipients uniformly throughout a powder mixture so that each dosage unit contains the intended composition. Unlike milling operations, which reduce particle size, blending processes combine particles while preserving their physical characteristics and minimizing segregation.
In solid dosage manufacturing, blending typically occurs after dispensing and material conditioning steps such as milling or screening. At this stage the individual formulation components are combined to produce a homogeneous powder mixture that can be processed in downstream operations such as granulation, tablet compression, or capsule filling.
Because blend uniformity directly affects dosage accuracy, blending equipment must be carefully designed and controlled to ensure reproducible mixing performance. Equipment design, batch loading conditions, powder flow properties, and operating parameters such as mixing time and rotation speed all influence the ability of a blender to produce a consistent mixture.
The illustration below shows the position of blending within a typical solid dosage manufacturing workflow, connecting upstream material preparation with downstream dosage form production.

1. Types of Blending and Mixing Equipment
1.1 V-Blenders
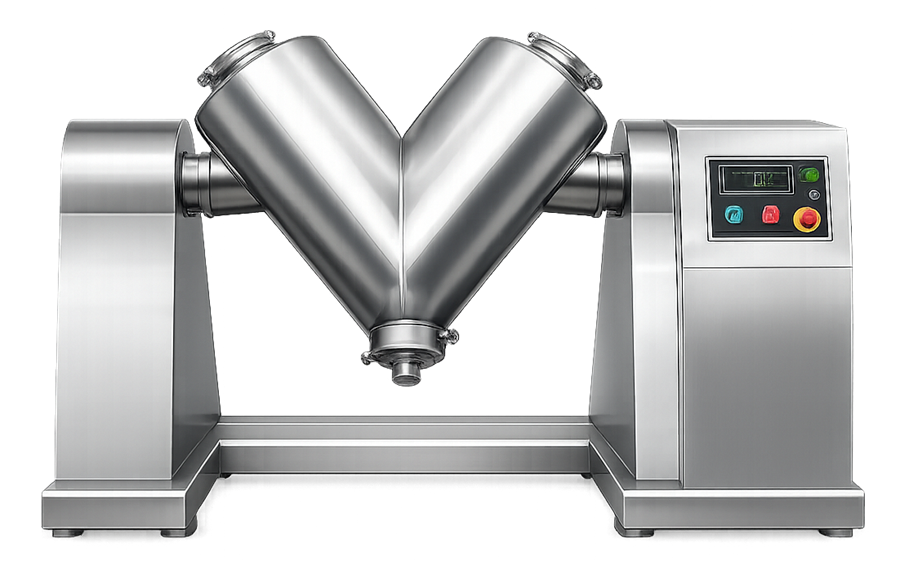
V-blenders are widely used tumbling mixers in pharmaceutical manufacturing. The equipment consists of two cylindrical sections joined in a V-shaped configuration and mounted on a rotating axis. As the vessel rotates, the powder bed repeatedly divides and recombines, allowing particles to redistribute within the mixture.
This mixing mechanism promotes gradual homogenization through particle movement and diffusion while applying relatively low mechanical stress to the material. For this reason, V-blenders are commonly used for free-flowing powders that require gentle mixing without significant particle size reduction or structural alteration.
The illustration below shows a typical pharmaceutical V-blender used for tumbling powder blending operations.
1.2 Double Cone Blenders
Double cone blenders are tumbling mixers that use a symmetrical vessel composed of two cones joined at their bases and mounted on a rotating axis. As the blender rotates, powder moves between the two conical sections and repeatedly redistributes within the mixture, promoting gradual homogenization.
The geometry of the vessel allows powders to tumble freely while applying relatively low mechanical stress to the particles. For this reason, double cone blenders are commonly used for formulations that require gentle mixing conditions and controlled powder movement.
The illustration below shows a typical pharmaceutical double cone blender with a symmetric conical vessel used for tumbling powder blending operations.

1.3 Bin Blenders
Bin blenders use portable containers that function as both mixing vessels and material transfer containers. During operation the bin is docked into a blending frame and rotated, allowing powders to mix through tumbling motion inside the container. A key distinction of bin blenders compared with double cone blenders is that the product remains in the same container throughout blending, storage, and transfer, eliminating intermediate handling steps and reducing the risk of contamination.
These systems are widely used in modern pharmaceutical facilities because they support contained material handling and allow blended material to be transferred directly to downstream processing equipment.
The illustration below shows a typical pharmaceutical bin blending system with a removable container mounted in a rotating blending frame.

1.4 Ribbon Mixers
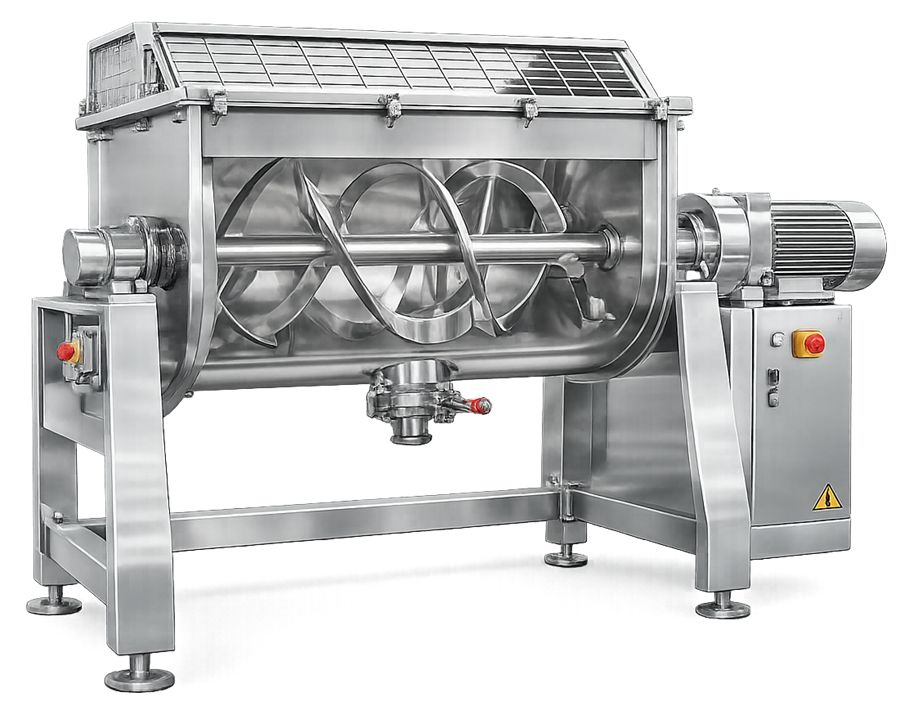
Ribbon mixers are convective mixing systems that use a horizontal trough with internal helical ribbons mounted on a rotating shaft. As the shaft rotates, the ribbons move powder both axially and radially within the vessel, generating bulk powder movement that rapidly redistributes materials throughout the mixture. Because this design produces stronger mechanical agitation than tumbling blenders, ribbon mixers are typically used for larger batch sizes or formulations that require more intensive mixing forces.
The illustration below shows a typical pharmaceutical ribbon mixer with a horizontal mixing trough and internal helical ribbon agitator used for convective powder blending.
1.5 High-Shear Mixers
High-shear mixers use rapidly rotating impellers and chopper blades to generate intense mechanical forces within the powder bed. The impeller circulates material through the vessel while the chopper breaks agglomerates and distributes liquids throughout the mixture.
These systems are most commonly used in wet granulation processes where binder solutions must be distributed uniformly across the powder mass to form granules with controlled structure and consistency. Because of the high mechanical energy involved, high-shear mixers can significantly modify particle structure and powder characteristics.
The illustration below shows a typical pharmaceutical high-shear mixer used for granulation and intensive powder mixing operations.

1.6 Planetary Mixers
Planetary mixers use mixing blades that rotate around their own axis while simultaneously revolving around the mixing vessel. This dual planetary motion generates strong mechanical forces that move material throughout the vessel and promote intensive mixing.
Because of the high shear and mixing energy produced by this motion, planetary mixers are commonly used for viscous, cohesive, or semi-solid materials that cannot be effectively processed in tumbling or convective powder blenders.
The illustration below shows a typical pharmaceutical planetary mixer used for intensive mixing of viscous or semi-solid formulations.

2. Mixing Mechanisms
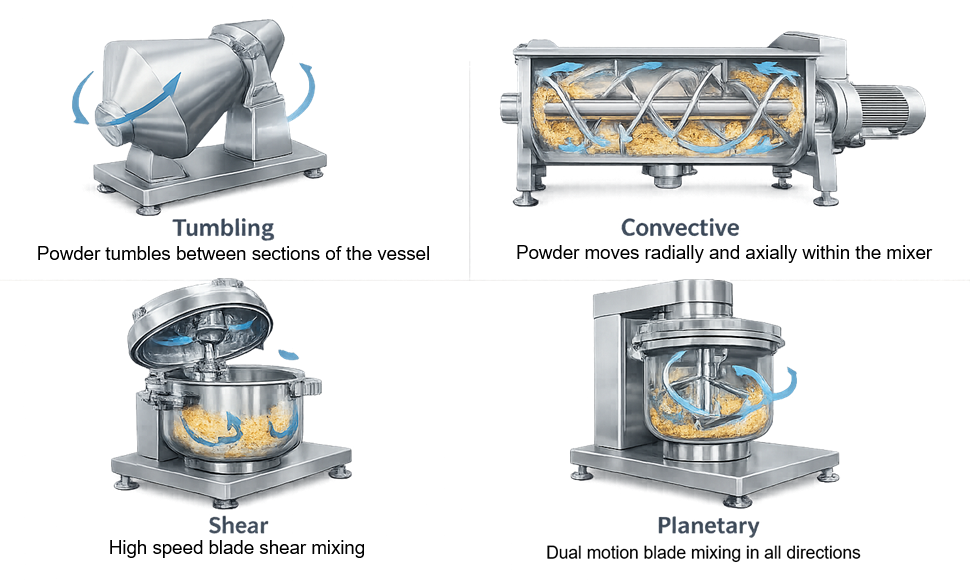
Blending performance depends on how particles move and redistribute within the powder bed during mixing. In pharmaceutical powder systems, mixing typically occurs through a combination of several mechanisms rather than a single dominant process. The relative contribution of each mechanism depends on blender design, operating conditions, and the physical properties of the powders being processed. Effective mixing requires sufficient particle movement to distribute formulation components uniformly while minimizing particle segregation or particle degradation.
In practice, most pharmaceutical blending equipment relies on a combination of diffusion, convection, and shear to achieve uniform mixing. The relative contribution of each mechanism depends on equipment design, mixing speed, fill level, and the physical characteristics of the powders being processed.
Powder blending occurs through several physical mechanisms that move particles within the mixture. These mechanisms include diffusion, convective movement, and shear forces generated by the blender. The diagram below illustrates the primary mechanisms that contribute to powder mixing in pharmaceutical blending equipment.
2.1 Diffusion Mixing
Diffusion mixing occurs when individual particles move randomly relative to one another within the powder bed. As particles shift position during mixing, local concentration differences gradually decrease, resulting in a more uniform distribution of components. This mechanism is relatively slow and relies on repeated particle movement and redistribution over time. Diffusion mixing is most effective when particles have similar size, density, and shape.
Diffusion is the dominant mixing mechanism in tumbling blenders such as V-blenders and double cone blenders. As the vessel rotates, the powder bed repeatedly divides and recombines, allowing particles to rearrange and progressively reduce concentration gradients within the mixture.
2.2 Convective Mixing
Convective mixing involves bulk movement of large groups of particles from one region of the blender to another. Instead of relying on random particle motion, convective mixing transports entire portions of the powder bed through the mixture.
This mechanism is produced by rotating vessels, moving paddles, or impellers that physically displace powder within the mixing chamber. Convective mixing significantly accelerates the blending process by rapidly redistributing material throughout the blender volume.
Blenders such as ribbon mixers, bin blenders, and high-shear mixers rely strongly on convective mixing to move powders throughout the vessel.
2.3 Shear Mixing
Shear mixing occurs when particles slide past one another under mechanical stress generated by moving blades, paddles, or impellers. These forces create localized deformation within the powder bed that breaks apart agglomerates and redistributes particles. Shear mixing is particularly useful when processing cohesive powders that tend to form lumps or aggregates. By applying mechanical stress, shear forces help disperse agglomerated material and promote a more uniform distribution of components.
However, excessive shear energy may generate fines or alter particle structure. For this reason, shear-based mixing systems must be carefully controlled to achieve effective blending without degrading powder properties.
3. Equipment Design Considerations
The design and operation of blending equipment must support consistent powder movement while minimizing segregation, contamination, and excessive mechanical stress on the materials. Several factors influence the ability of a blending system to produce uniform mixtures under controlled conditions.
3.1 Powder Flow Behavior
Powder flow properties play a critical role in blending performance. Free-flowing powders typically redistribute more easily within the blender, allowing uniform mixing to occur within relatively short mixing times. In contrast, cohesive powders may form agglomerates or resist movement within the powder bed, which can reduce mixing efficiency. Factors such as particle size distribution, particle shape, moisture content, and electrostatic charge can influence powder flow behavior. Materials with significantly different densities or particle sizes may also segregate during blending if the mixing conditions are not carefully controlled.
Understanding the flow characteristics of formulation components is therefore essential when selecting blending equipment and defining operating parameters.
3.2 Fill Level
The amount of material loaded into the blender must remain within the manufacturer’s recommended fill range to ensure proper powder movement. If the blender is overfilled, the powder bed may not tumble or circulate effectively, preventing adequate redistribution of components.
Conversely, if the blender is underfilled, the powder bed may not generate sufficient particle contact during mixing, reducing blending efficiency. Proper control of fill level ensures that powders move freely within the vessel and promotes consistent mixing throughout the batch.
3.3 Mixing Time
Mixing time is a key parameter that determines whether the desired level of blend uniformity is achieved. Insufficient mixing time may result in incomplete distribution of active ingredients or excipients within the powder bed. However, excessive mixing may also create problems. Prolonged mixing can lead to particle segregation as powders separate based on differences in particle size, density, or shape. Extended mixing may also generate fines or alter powder flow properties.
For this reason, mixing time is typically established through blend uniformity studies that determine the minimum time required to achieve acceptable homogeneity.
3.4 Containment
Blending operations may generate airborne dust, particularly when handling fine powders or potent pharmaceutical compounds. Effective containment is therefore necessary to protect both product quality and operator safety. Blending systems may incorporate sealed vessels, contained charging ports, or integrated dust collection systems to control airborne particles during material loading and discharge. In facilities handling potent compounds, blenders may also be integrated with containment systems such as isolators or closed transfer devices.
Proper containment design helps maintain environmental control and prevents cross-contamination between manufacturing operations.
4. Qualification Considerations
Qualification of blending equipment verifies that the system operates correctly and can consistently produce uniform powder mixtures under defined operating conditions.
4.1 Installation Qualification
Installation Qualification confirms that the blending system is installed according to approved design specifications.
Verification typically includes:
• Equipment identification and documentation review
• Materials of construction verification
• Utility connections such as electrical power
• Verification of safety guards and protective devices
• Installation of control systems and instrumentation
These activities confirm that the blender is installed correctly and suitable for operation within the manufacturing environment.
4.2 Operational Qualification
Operational Qualification demonstrates that the blending system operates correctly across its intended operating range.
Testing during this phase typically includes:
• Verification of blender rotation speed ranges
• Evaluation of mixing cycle timing and control system operation
• Testing of start-stop controls and emergency stop functions
• Verification of safety interlocks and access door switches
• Functional testing of alarms and control system responses
• Verification of bin lifting or container handling mechanisms where applicable
Operational testing confirms that the blender performs reliably under defined operating conditions.
4.3 Blend Uniformity Studies
Blend uniformity studies evaluate the ability of the blending system to produce homogeneous powder mixtures under defined operating conditions. These studies are typically performed using representative formulation materials and are used to establish key operating parameters such as mixing time, rotation speed, and acceptable fill levels.
4.3.1 Study Setup
Blend uniformity studies are usually performed using a formulation that contains an active pharmaceutical ingredient or a suitable tracer component that can be quantitatively analyzed. The blender is loaded according to defined batch size and fill level conditions and operated using predetermined mixing parameters. Typical study conditions include:
• Defined blender fill level
• Specified rotation speed or agitation intensity
• Predefined mixing time intervals
• Controlled material loading sequence
These parameters are selected to represent normal operating conditions for the equipment.
4.3.2 Sampling Strategy
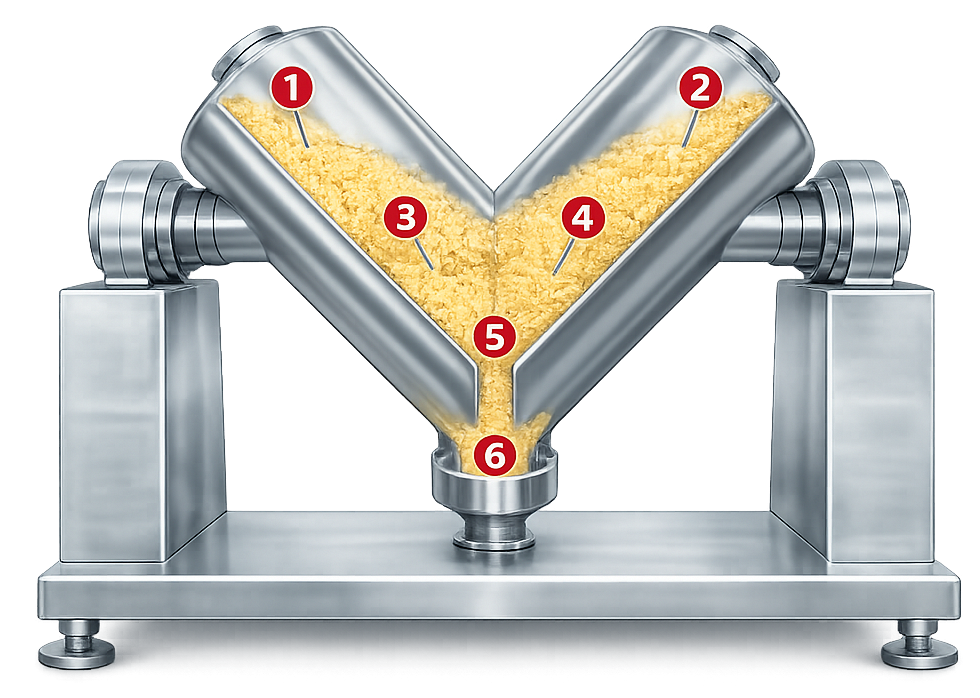
Evaluation of blend uniformity requires sampling from multiple locations within the powder bed to verify that the active component is evenly distributed throughout the mixture. In tumbling blenders such as V-blenders, sampling points are distributed across both arms of the vessel and near the central junction where powder streams repeatedly divide and recombine during mixing.
As illustrated below, representative sampling locations correspond to the following regions of the blender:
1 — Upper region of the left chamber, representing powder that may remain near the vessel wall.
2 — Upper region of the right chamber, providing a symmetric sampling position relative to the opposite arm.
3 — Mid-depth region of the left powder bed where material circulates during mixing.
4 — Mid-depth region of the right powder bed representing the corresponding circulation zone.
5 — Central junction of the V where the two powder streams converge and mixing is intensified.
6 — Lower region near the discharge port where the blended material exits the vessel.
Sampling from these distributed positions helps detect potential concentration differences across the powder bed and confirm that the mixture is homogeneous throughout the entire batch.
Typical sampling approaches include:
• Sampling from top, middle, and bottom regions of the powder bed
• Sampling from multiple positions across both chambers of the blender
• Time-based sampling during blender discharge
• Composite sampling across discharge fractions
Sampling plans are designed to ensure that all significant regions of the powder mixture are represented so that analytical results accurately reflect overall blend uniformity.
4.3.3 Analytical Evaluation
Collected samples are analyzed to determine the concentration of the active ingredient or tracer component. Analytical results are then evaluated statistically to determine whether acceptable blend uniformity has been achieved. Evaluation typically includes:
• Comparison of individual sample results to the target concentration
• Assessment of variability between sample locations
• Statistical measures such as relative standard deviation
Acceptance criteria are defined prior to execution of the study.
4.3.4 Determination of Minimum Mixing Time
Blend uniformity studies are commonly used to determine the minimum mixing time required to achieve acceptable homogeneity. Samples may be collected at different mixing durations to identify the point at which additional mixing does not significantly improve uniformity.
Establishing the minimum effective mixing time helps ensure reliable blending performance while avoiding excessive mixing that could lead to particle segregation.
4.3.5 Relationship to Process Qualification
Blend uniformity studies performed during equipment qualification or process development establish baseline operating parameters for the blending system. Formal confirmation of blend uniformity for specific product formulations is typically performed during Process Qualification or Process Validation, where statistically defined sampling plans are applied to validation batches.
4.4 Cleaning Verification
Cleaning verification confirms that product residues can be effectively removed from internal surfaces of the blender between batches. Verification typically includes:
• Inspection of internal vessel surfaces
• Assessment of accessibility for cleaning
• Verification of removable components such as baffles or intensifier bars
• Confirmation that approved cleaning procedures effectively remove residues
Proper cleaning design and procedures help prevent cross-contamination between products.
4.5 Integration with Upstream and Downstream Equipment
Blending systems are typically integrated with upstream dispensing or material handling operations and with downstream processes such as granulation, tablet compression, or capsule filling. During Operational Qualification, the interaction between the blender and connected process equipment must be verified to ensure proper system coordination and reliable material flow through the manufacturing process.
In integrated solid-dosage manufacturing systems, materials are commonly transferred from dispensing stations or intermediate containers to the blender using contained transfer systems such as vacuum powder conveyors or gravity-fed hoppers. After blending, the material is discharged through a controlled outlet valve and transferred to downstream processing equipment or receiving containers.
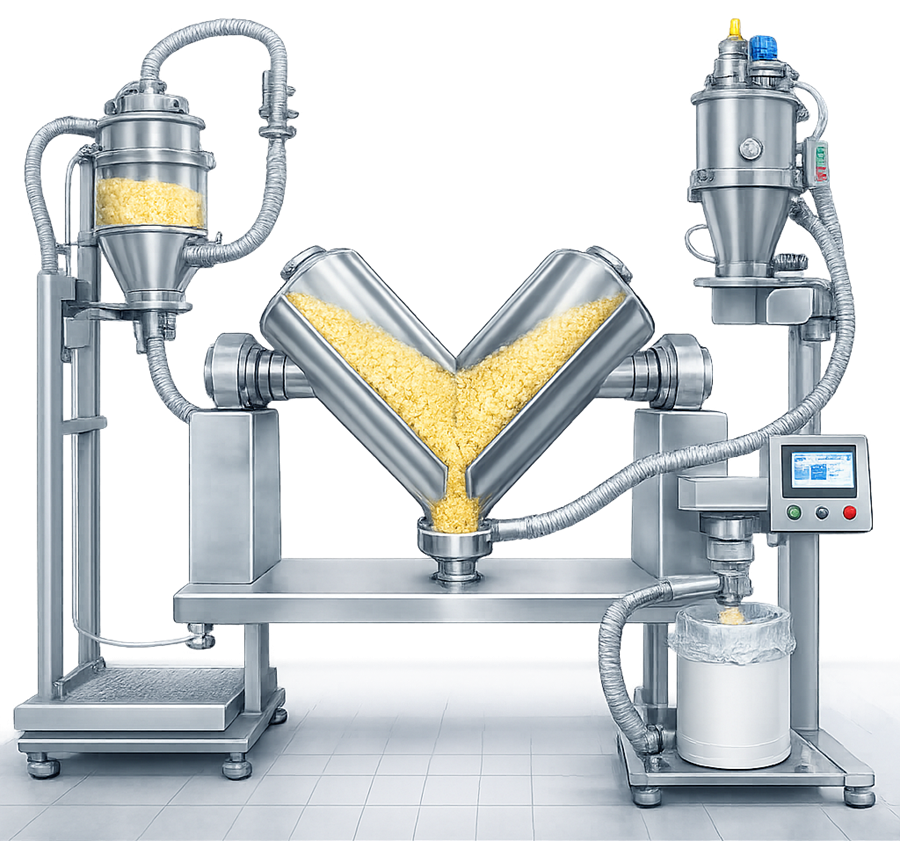
The illustration below represents a typical configuration in which a vacuum transfer system feeds powder into the blender through an intermediate receiver or feed hopper. The blended material is then discharged through the blender outlet and transferred to a downstream container or processing station. Control systems coordinate the operation of the transfer equipment, blender rotation, and discharge sequence.
Operational testing should confirm that material loading, blending cycles, and discharge operations function correctly within the overall process flow. Where automated transfer systems, bin handling equipment, or contained transfer devices are used, testing must also verify correct sequencing, control system communication, and safe operation of material transfer interfaces.
These tests demonstrate that the blending system operates reliably as part of the integrated manufacturing process and that materials can be transferred between processing steps without interruption or loss of containment.