
Material, Personnel, and Waste Flow Design
Purpose and Context
Material, personnel, and waste flow design is a core element of contamination control in GMP facilities. While cleanroom classification and HVAC systems establish environmental capability, flow design determines whether that capability is preserved during routine operation.
These concepts were introduced at a high level in the Cleanroom Design Principles article. This article expands on them by addressing how flows are intentionally designed, integrated, and evaluated as a single system during regulatory inspection.
Flow Design as a Contamination Control System
Every movement within a facility introduces contamination risk. Personnel, materials, and waste represent different vectors, but they interact continuously within the same physical space. For this reason, flow design must be approached as a coordinated system, not as independent pathways managed by procedures.
Regulators assess whether:
- Flows are logical and intentional
- Segregation is achieved by design rather than scheduling
- The facility supports correct behavior without reliance on memory or judgment
When flows conflict, inspectors view this as a design deficiency, not an operational error.
Personnel Flow Design
Personnel are the dominant source of particulate and microbiological contamination. Effective flow design assumes this reality and reduces risk through controlled progression and physical separation.
Well-designed personnel flow includes:
- Defined entry and exit routes for classified areas
- Stepwise progression through gowning and degowning spaces
- Clear separation between clean and less-clean sides
- Elimination of backtracking and ambiguous pathways
Personnel flow should be intuitive. If operators must rely on training alone to avoid errors, the design has already failed.
Material Flow Design
Material flow must support efficient operations without intersecting personnel or waste streams.
Effective material flow design typically includes:
- One-directional movement from receipt through use
- Dedicated material airlocks or pass-throughs when changing cleanliness levels
- Defined staging areas appropriate to classification
- Clear separation between incoming and outgoing materials
Using schedules or procedures to justify crossing flows is a weak control and is routinely challenged during inspection.
Waste Flow Design
Waste flow represents a concentrated contamination risk and is frequently under-designed.
Sound waste flow design includes:
- Dedicated exit routes from classified areas
- Separation from clean personnel and incoming materials
- Minimal handling within cleanrooms
- Defined waste staging outside critical zones
Waste should always move outward, away from higher-grade environments, with no opportunity for re-entry.
Integration of Flows with Zoning and Classification
Personnel, material, and waste flows must be fully aligned with the facility’s zoning and cleanroom classification strategy.
Regulatory expectations include:
- Flow paths that respect cleanliness hierarchy
- No direct transitions from unclassified to critical areas
- Use of airlocks, pass-throughs, and controlled corridors where appropriate
When flow paths contradict zoning logic, inspectors interpret this as a fundamental design flaw rather than a procedural gap.
The table below summarizes typical personnel, material, and waste flow design expectations by cleanroom classification in GMP manufacturing environments.
Consolidated Flow Design Expectations by ISO Grade
| ISO Grade | Personnel Flow Expectations | Material Flow Expectations | Waste Flow Expectations |
|---|---|---|---|
| ISO 8 | Controlled access with defined entry and exit routes; basic gowning progression; limited restrictions on movement | One-directional flow preferred; defined staging areas; materials segregated from waste where practical | Designated waste removal paths; waste kept separate from incoming materials; minimal handling in clean areas |
| ISO 7 | Stepwise personnel progression through gowning areas; restricted backtracking; clear separation between clean and less-clean sides | Dedicated material airlocks or pass-throughs when changing classification; defined inbound and outbound paths | Dedicated waste exit routes; removal designed to avoid intersecting personnel or material flows |
| ISO 5 | Personnel interaction minimized; access controlled through ISO 7 background; interventions tightly managed | Materials introduced through controlled transfer mechanisms; exposure limited to critical zone only | Waste removed from critical zone immediately; no re-entry paths; waste flow fully segregated from clean operations |
Normal and Worst-Case Operating Conditions
Flow design must remain effective not only during ideal operation, but also during:
- Peak staffing levels
- High material throughput
- Shift changes
- Cleaning and maintenance activities
Facilities that function correctly only under ideal conditions are not considered to be in a sustained state of control.
Common Inspection Observations
Inspectors frequently identify:
- Crossing personnel and material flows justified by SOPs
- Waste removal paths that intersect clean operations
- Congestion during peak activity periods
- Flow diagrams that do not match actual practice
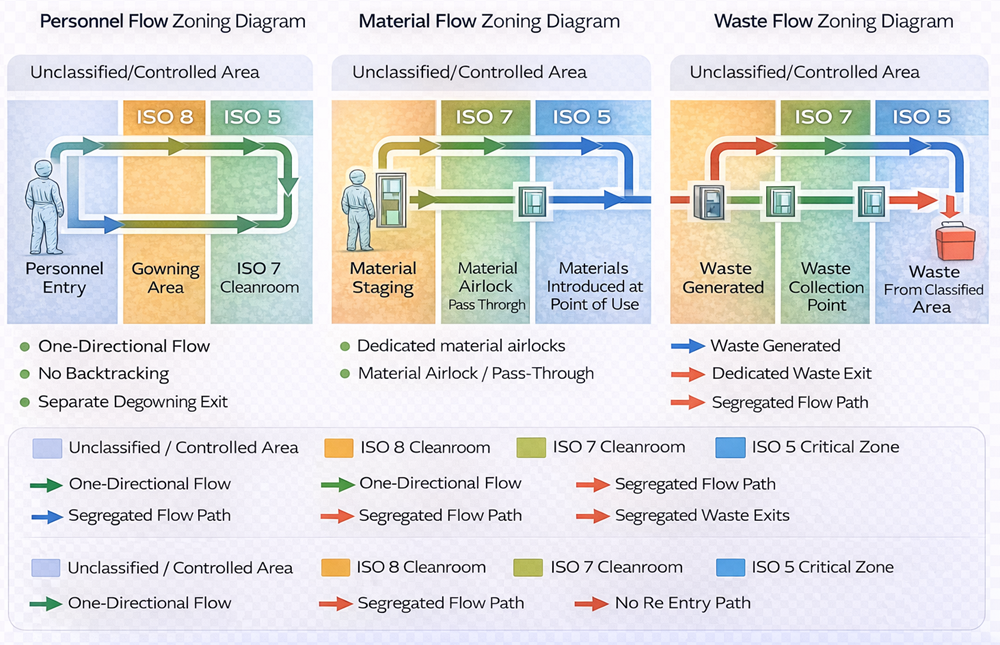
These findings typically indicate structural limitations, not isolated compliance issues. The conceptual diagram below illustrates intended segregation of personnel, material, and waste flows aligned with cleanroom zoning and classification.
Relationship to Qualification and Lifecycle Management
Flow design directly influences:
- Qualification scope and complexity
- Environmental monitoring placement
- Requalification frequency
- Change control burden
Facilities with clear, segregated flows are easier to qualify, easier to operate, and easier to defend during inspection.
Bottom Line
Material, personnel, and waste flow design is not about efficiency or convenience. It is a primary contamination control mechanism.
When flows are logical, segregated, and enforced by physical design, GMP compliance follows naturally. When flows rely on procedures, timing, or operator judgment, deviations become inevitable.
Inspectors recognize the difference immediately.