
Granulation Equipment
Granulation is a controlled particle enlargement process used in pharmaceutical solid dosage manufacturing to improve powder flow, compressibility, and content uniformity. Fine powders frequently exhibit poor flow behavior, electrostatic cohesion, and segregation during handling. Granulation converts these powders into stable agglomerates that behave predictably during downstream processing such as blending, tablet compression, or capsule filling.
Granulation equipment must produce granules with consistent physical characteristics including particle size distribution, density, moisture content, and mechanical strength. Equipment design and operating parameters directly influence granule growth mechanisms, binder distribution, and drying performance. For this reason, granulation systems require careful design evaluation and formal qualification to ensure that the equipment consistently supports the intended pharmaceutical manufacturing process.
1. Granulation Process Overview
Granulation transforms fine powder mixtures into larger agglomerates through the controlled formation of interparticle bonds. These bonds may be created by liquid bridges, mechanical compression forces, or thermal processes depending on the granulation method used. The primary objectives of granulation include:
- Improving powder flow through hoppers and feeders
- Enhancing compressibility during tablet formation
- Reducing segregation of formulation components
- Improving blend uniformity of active pharmaceutical ingredients
- Reducing dust generation and improving operator safety
Granules produced during this process typically exhibit larger particle size, higher bulk density, and improved mechanical stability compared to the original powder blend. Two principal granulation strategies are used in pharmaceutical manufacturing:
- Wet granulation
- Dry granulation
Wet granulation uses a liquid binder to form particle agglomerates that are subsequently dried. Dry granulation uses mechanical compression forces without liquid addition and is used primarily for moisture-sensitive formulations.
2. Granulation Equipment Types
Several equipment configurations are used to perform granulation in pharmaceutical production environments.
2.1 High-Shear Granulators
High-shear granulators are the most commonly used systems for wet granulation. These systems use mechanical mixing energy to combine powders and binder solution while controlling agglomerate size distribution. The equipment typically consists of a stainless steel mixing bowl containing an impeller and a high-speed chopper blade.
The impeller generates bulk powder movement and densification while the chopper prevents excessive agglomerate growth by breaking large wet masses. Granulation occurs through several stages:
- Powder charging
- Dry blending of formulation components
- Binder addition
- Agglomerate formation
- Granule growth
- Granulation endpoint determination
High-shear granulators are capable of producing dense, uniform granules with relatively short processing times.
The illustration below shows a typical pharmaceutical high-shear granulator used for wet granulation processes. The equipment consists of a stainless steel mixing vessel equipped with an impeller for bulk powder movement and a high-speed chopper that controls agglomerate size during granulation. Binder solution is introduced into the moving powder bed while mechanical shear forces promote particle agglomeration and granule densification.

2.2 Fluid Bed Granulators
Fluid bed granulators suspend powder particles in an upward flow of heated air, creating a fluidized bed in which particles move freely and behave similarly to a boiling liquid. A binder solution is atomized through spray nozzles positioned within the fluidized particle bed. The droplets wet particle surfaces and promote agglomeration while the heated air simultaneously evaporates the solvent.
The illustration below shows a typical fluid bed granulator system used in pharmaceutical manufacturing. Powder particles are fluidized by an upward stream of heated process air while a binder solution is sprayed through atomizing nozzles into the moving particle bed. This configuration allows particle agglomeration and solvent evaporation to occur simultaneously within the same processing chamber.

Fluid bed granulation integrates granulation and drying within a single piece of equipment. This configuration reduces process steps and material handling while producing porous granules with controlled moisture content. Continuous airflow removes solvent through evaporation as granules form, allowing drying to occur within the same vessel used for agglomeration.
2.3 Roller Compactors for Dry Granulation
Dry granulation is performed using roller compactors. Powder is fed between two counter-rotating compression rollers where it is compacted into dense ribbons or flakes. These compacted sheets are subsequently milled to produce granules with controlled particle size distribution.
The illustration below shows a typical roller compactor system used for pharmaceutical dry granulation. Powder is introduced through a feed hopper and transported into the compression zone where opposing rollers apply controlled mechanical pressure. The compacted ribbon exiting the rollers is then transferred to a milling unit that breaks the ribbon into granules suitable for downstream processing.

Dry granulation is used when formulations cannot tolerate liquid binders or elevated drying temperatures. Typical applications include:
- Moisture-sensitive active ingredients
- Thermally unstable compounds
- High-dose formulations where binder addition is undesirable
Because no liquid is introduced during the process, dry granulation eliminates the need for a drying step and allows processing of materials that would otherwise degrade during wet granulation.
3. Granulation Equipment Design
Granulation equipment design directly influences mixing efficiency, granule growth mechanisms, and final product quality. Equipment must provide controlled energy input, uniform binder distribution, and reproducible particle movement within the granulation vessel.
The design must also support sanitary operation, validated cleaning, and safe material handling consistent with cGMP requirements. Key design objectives include:
- Uniform mixing dynamics
- Controlled agglomeration kinetics
- Minimization of dead zones and powder accumulation
- Efficient cleaning and product changeover
- Integration with automated manufacturing systems
Equipment design should also minimize operator exposure to dust and prevent cross-contamination between product batches.
4. Critical Design Features
4.1 Mixing Geometry
The geometry of the granulation vessel and internal mixing components determines powder circulation patterns and shear distribution during the granulation process. The design of the impeller influences the movement of powder along the vessel walls and across the base of the mixing bowl. Proper mixing geometry ensures that particles are continuously redistributed within the vessel so that all material experiences similar mechanical forces during granulation.
The illustration below shows the internal mixing assembly of a high-shear granulator, including the impeller positioned at the base of the vessel and the high-speed chopper mounted on the side wall. The impeller drives bulk powder circulation within the bowl while the chopper controls agglomerate size by breaking larger wet masses. The geometry and positioning of these components determine the distribution of shear forces and mixing energy throughout the granulation vessel.

Poor mixing geometry can result in localized wetting, inconsistent agglomerate growth, and non-uniform granule properties. Proper equipment design ensures uniform energy distribution and consistent granulation performance across the entire powder bed.
4.2 Binder Delivery System
Uniform binder distribution is essential for consistent granule formation. Binder addition systems typically include spray nozzles or liquid addition ports, metering pumps, and flow control instrumentation that regulate the rate and pattern of liquid introduction into the powder bed.
The illustration below shows a fluid bed granulation spray nozzle system used to atomize binder solution into a fluidized powder bed. In fluid bed granulators, binder is introduced through atomizing spray nozzles positioned within the process chamber. These nozzles generate fine droplets that wet particle surfaces and initiate agglomeration while the particles remain suspended in the fluidizing air stream.

The spray system must produce uniform droplet size and consistent distribution throughout the powder bed. Proper nozzle design, orientation, and placement ensure even binder coverage across the fluidized particles. Improper binder distribution can lead to localized over-wetting, formation of large agglomerates, or incomplete granule formation, resulting in non-uniform granule size distribution and inconsistent downstream processing performance.
4.3 Mechanical Energy Control
Granule growth depends heavily on the mechanical energy applied during mixing. Energy input is controlled through impeller speed, chopper speed, and mixing duration.
Many modern granulators monitor motor torque or power consumption to identify the granulation end-point. Changes in torque often correspond to transitions between powder mixing, wet mass formation, and granule densification.
4.4 Temperature and Drying Control
Temperature control is critical for processes involving solvent evaporation. Fluid bed granulators incorporate heated air systems that regulate inlet air temperature, airflow rate, and exhaust humidity.
Temperature variations influence solvent evaporation rates, binder viscosity, and final granule moisture levels.
4.5 Equipment Materials and Surface Finish
Granulation equipment is typically constructed from pharmaceutical-grade stainless steel. Product contact surfaces must meet sanitary design requirements including:
- Smooth surface finish
- Minimal crevices or dead legs
- Compatibility with cleaning agents
- Resistance to corrosion and abrasion
Surface finish is often specified at Ra ≤ 0.8 µm to facilitate effective cleaning and minimize product retention.
4.6 Cleanability and Maintenance
Granulation equipment must support validated cleaning procedures. Design features that support cleanability include:
- Accessible product contact surfaces
- Spray balls for clean-in-place systems
- Removable mixing blades
- Sloped surfaces for drainage
Equipment must also allow safe maintenance of mechanical components such as bearings, seals, and drive motors.
5. Qualification of Granulation Equipment
Granulation equipment must undergo formal qualification to demonstrate that it is installed correctly, operates as intended, and consistently supports the manufacturing process. The qualification lifecycle generally includes:
- Design Qualification
- Installation Qualification
- Operational Qualification
- Performance Qualification
5.1 Design Qualification
Design Qualification confirms that the selected granulation equipment meets the process and operational requirements defined in the User Requirements Specification. The scope of Design Qualification typically includes:
- Verification of equipment capacity relative to batch size
- Evaluation of mixing geometry and agitation mechanisms
- Assessment of binder addition system capability
- Confirmation of materials of construction and surface finish
- Review of automation and control system design
- Verification of safety features and operator interfaces
Design Qualification also confirms that the equipment supplier documentation and engineering specifications align with process requirements.
5.2 Installation Qualification
Installation Qualification verifies that the granulation system is installed in accordance with approved engineering documentation. The scope of Installation Qualification includes:
- Verification of equipment model and serial numbers
- Confirmation of mechanical installation
- Verification of electrical connections
- Verification of instrumentation and sensors
- Confirmation of utility connections including power, compressed air, and process air systems
- Verification of equipment materials of construction and product contact surfaces
- Calibration of critical instruments
Installation Qualification also confirms that equipment manuals, drawings, and spare parts documentation are available.
5.3 Operational Qualification
Operational Qualification verifies that the granulation equipment operates correctly across its defined operating ranges. The scope of Operational Qualification typically includes testing of:
- Impeller and chopper speed control ranges
- Binder addition system operation
- Spray nozzle functionality
- Temperature control systems
- Airflow and fluidization performance for fluid bed systems
- Control system alarms and interlocks
- Emergency stop and safety systems
Operational testing confirms that process parameters can be controlled accurately and reproducibly.
5.4 Performance Qualification
Performance Qualification demonstrates that the granulation process consistently produces granules meeting predefined quality attributes during routine manufacturing conditions.
Performance Qualification is typically performed using production-scale batches and the intended formulation. The scope of Performance Qualification includes evaluation of:
- Granule particle size distribution
- Granule moisture content
- Bulk density and tapped density
- Flow properties
- Compressibility characteristics
- Blend uniformity of active ingredient
- Downstream compression performance
Multiple batches are typically evaluated to demonstrate reproducibility.
5.5.1 Statistical Evaluation
Statistical evaluation of batch data may be performed to confirm process consistency and demonstrate that the granulation process operates within a stable and predictable range. Data generated during Performance Qualification batches are analyzed to evaluate variability across batches, within batches, and across defined sampling locations.
Statistical analysis may include calculation of mean values, standard deviation, and relative standard deviation for critical quality attributes such as particle size distribution, moisture content, and bulk density. These metrics help determine whether the process produces granules with acceptable variability.
Where appropriate, statistical tools may also be used to evaluate process capability and confirm that measured attributes remain within predefined specification limits with adequate process margin. Trending of measured parameters across qualification batches can identify potential drift or systematic variation in granulation performance.
This evaluation supports the conclusion that the granulation equipment and process parameters consistently produce granules meeting quality requirements under normal manufacturing conditions.
5.4.2 Performance Qualification Acceptance Criteria
Acceptance criteria for Performance Qualification must be defined before protocol execution. Typical criteria include:
- Granule particle size distribution within predefined specification limits
- Granule moisture content within acceptable drying range
- Uniform active ingredient distribution across sampling locations
- Consistent bulk density and compressibility properties
- Successful tablet compression without defects such as capping, lamination, or weight variability
Failure to meet acceptance criteria requires investigation and corrective actions before the process can be considered validated.
6. Integration with Upstream and Downstream Equipment
Granulation equipment operates as part of a larger solid dosage manufacturing process and must be integrated with both upstream material handling systems and downstream processing operations.
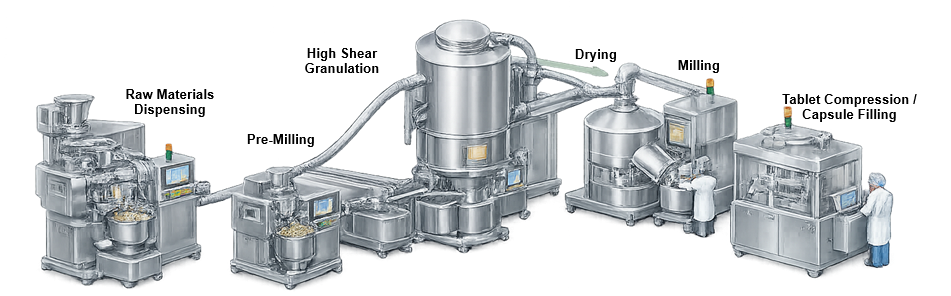
The illustration below shows a typical solid dosage manufacturing flow in which raw materials are dispensed, transferred to the granulation system, and subsequently processed through drying, milling, blending, and final dosage form manufacturing steps such as tablet compression or capsule filling.
Upstream integration typically includes:
- Raw material dispensing systems
- Powder transfer systems
- Intermediate bulk containers or material bins
Downstream integration typically includes:
- Drying systems
- Milling or particle sizing equipment
- Final blending systems for lubricant addition
- Tablet presses or capsule filling machines
Material transfer between these process steps may occur through gravity discharge, vacuum transfer systems, or automated bin handling equipment. The material handling strategy must minimize segregation and prevent contamination during product transfer.
Process control systems must coordinate equipment sequencing to ensure correct material flow through the manufacturing line. Interlocks, transfer confirmations, and batch tracking systems are often implemented to prevent misrouting or processing errors. Integrated process testing during qualification should confirm that the granulation system operates correctly within the full manufacturing workflow. These tests verify proper material transfer, equipment communication, and process sequencing across upstream and downstream equipment.
Granulation therefore represents a critical intermediate unit operation within pharmaceutical solid dosage manufacturing, and its successful integration ensures consistent production of granules that meet downstream processing and product quality requirements.